齒輪齒條往復機構圖_云翔機械出口齒條廠
發布日期:2020-10-24 11:10:03 網址:http://m.longqijingshun.cn 點擊:782 來源:南通云翔機械制造有限責任公司

齒輪齒條往復機構圖_云翔機械出口齒條廠
基準面的測量理論上,通過準確測量已加工的基準面A和B,即可獲得2段加工程序在X、Y軸方向的起割點。
精工機械專業生產齒條 齒輪齒條行業跟著產業化與信息化的融合,現代齒輪傳動信息化與機電一體化的特征愈加顯著.中國齒輪行業呈現出設計信息化,裝備智能化,流程自動化,治理現代化的發展趨勢.精益出產,靈敏制造,虛擬制造,網絡化制造等新的出產方式將在工業進級中廣泛普及.中國齒輪企業正在從規模速度型轉變為立異效益型,轉入科學發展的新階段. 為此,中國齒輪專業協會專家委組織海內著名專家,正在編纂出版《齒輪企業立異設計與數控化技術改造指南》一書,為泛博齒輪企業立異設計與進級,改造,提供解決方案.為海內外齒輪專用裝備制造,提供宣傳平臺.為齒輪企業與齒輪數控裝備企業,搭建一個合作橋梁,以推動中國齒輪行業數控化,信息化發展.齒條千斤頂的主要結構以及使用方法齒條千斤頂使用方法: 千斤頂是起重工作中常使用的小型起重工具,它具有構造簡單、使用輕便、工作平穩無沖擊,且能保證把重物準確地停留在邀請的高度上,舉升重物是不需電源、繩索過鏈條等有點。千斤頂在起重作業中主要用于中午的短距離舉升,或在設備安裝維修中用于校正位置。 按千斤頂工作原理及其結構的不同,可以分為一下幾種形勢:齒條試千斤頂、螺旋千斤頂和油壓千斤頂。 齒條千斤頂的結構: 齒條千斤頂的主要由金屬外殼、齒條、齒輪、手柄及制動器等部分組成,使用時,先將棘爪放在上升位置,然后把手柄作上下搖動,手柄每向下掀一次,千斤頂的齒條就上升一個齒距;當手柄網上題是,由于棘爪的止動作用,齒條不會在重物中量的作用下往下落。這樣將手柄作連續上下搖動,就可以把中午頂到要求的高度。由于這種齒條千斤頂結構家呢但、功能單一,因此在起重作業中以較少使用而被另一中齒條式千斤頂所代替. 從結構上看,起道機要復雜一些,但其使用功能也多一些,特別是在千斤頂的下部有一個鉤腳,在中午與地面之間只要有一個較少的凈空時,
齒面的磨損實在主如果因為外界影響構成的,一樣平常對付頤養事情沒有做好的齒條和齒輪在實用中,因為介質的影響,如硬顆粒,塵土等的計入而惹起的磨損,如許齒面就構成毀壞,構成齒的磨損三:齒面的點蝕;齒的事情面表層產生的纖細的疲憊裂紋,裂紋分散后金屬微粒零落構成的凹坑。
4.在運轉前,我們需要對齒輪、齒條進行潤滑。 齒條和齒輪安裝后不能馬上投入使用,我們需要對其先進行調整。切割機齒條的參數選擇應該注意哪些(1)切割機齒輪的跳動、全齒深、公法線、齒向是否合格一齒擺差、周節誤差是否超差。
銑床:銑床(millingmachine)是一種主要用于金屬切削的機床,于1818年由包括埃里?惠特尼在內的數位美國機械工程師共同發明以銑刀作為刀具加工工件表面這種方法叫做銑削,銑削時,工件裝在工作臺上或分度頭等附件上,銑刀做旋轉的切削運動,輔以工作臺做進給運動。

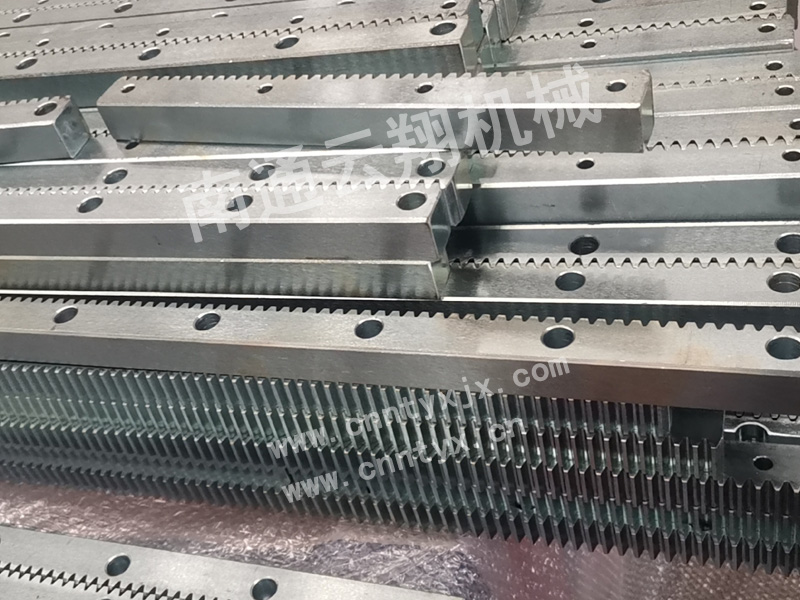
齒輪齒條往復機構圖_云翔機械出口齒條廠 (1)由于齒條的齒廓是直線,所以齒廓上各點的法線互相平行。傳動時,齒條作直線運動,具速度大小和方向均一致。齒條齒廓上各點的齒形角均相等,且等于齒廓直線的傾斜角,其標準為20度。 (2)由于齒條上各齒的同側齒廓互相平行,所以不論在分度線(即基本齒廓的基準線)上、齒頂齒條分度線上齒厚和槽寬相等,是確定齒條各部分尺寸的基準線。 2.齒輪齒打傳動
現在濟南品脈數控就來給大家介紹一下齒條傳動的雕刻機使用直齒跟斜齒之間的區別從原理上分析,斜齒是有螺旋角β的,當然這個是專業的說法,我們用普通的說法來說,就是這個齒是歪著的,而直齒是直的,這個很好理解,那么正因為斜齒有螺旋角,所以在受力的時咬合的時候受力面積更大,自然而然的,承受能力也比直齒的相對而言要強一些,當然兩者之間的區別并不會非常大,具體的數據客戶可以去詢問雕刻機廠家的技術員,這種比較細致的數據一般只有技術員才會比較了解。

齒輪齒條往復機構圖_云翔機械出口齒條廠4)采用非圓齒輪,瞬時傳動比可按所需變化規律設計;5)傳遞功率范圍大,承載能力高;6)傳動效率高,特別是精度較高的圓柱齒輪副,其效率可達η=0.99以上;
外點罰函數法,其優點在于適應于求解不等式或等式約束間題,并對初始點無要求,但每一個中間結果就是外點混合函數法,它綜合前二種方法的優點,因此我們選用混合罰函數法對圓錐齒輪傳動進行優化設計。
- 上一篇:齒輪淬火_云翔機械非標齒條廠家
- 下一篇:進口齒條代理_云翔機械臺灣進口廠家


