圓形齒條選型-
發布日期:2020-10-28 02:10:09 網址:http://m.longqijingshun.cn 點擊:1622 來源:南通云翔機械制造有限責任公司

圓形齒條選型- (2)測量固定弦齒厚和固定弦齒高 其特點是計算測量值時只與被測齒輪的模數和齒形角有關,而與其齒數無關,加之標準齒輪的模數和齒形角已標準化,計算十分方便。但在測量固定弦齒厚時,也要以齒頂圓作為測量基準,影響其測量精度。 (3)測量公法線長度 其特點是量具簡單,測量方便、準確、齒頂圓的制造誤差對公法線長度測量值無影響。齒輪齒條嚙合傳動的特點
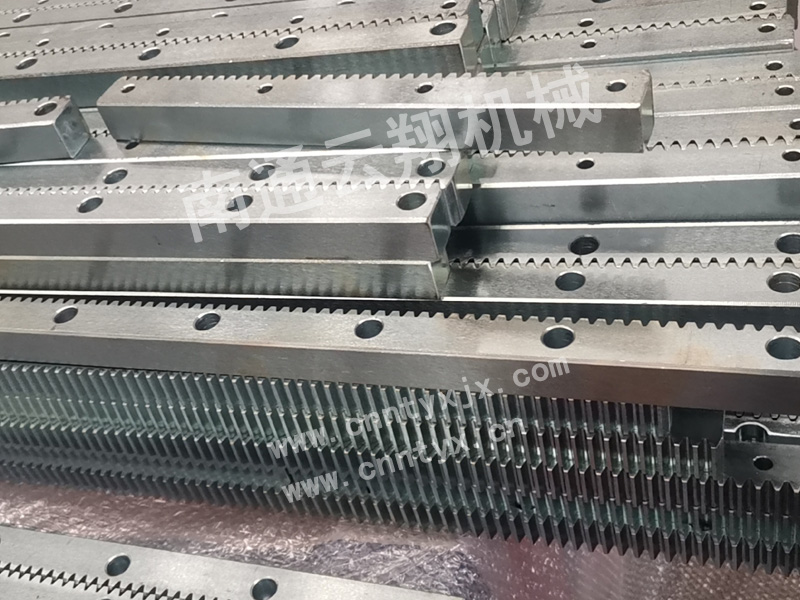
齒條的次要的選擇參考什么? (1)齒條齒輪(Gear)的跳動、全齒深、齒條公法線、齒條齒向能否及格一齒擺差、周節誤差能否超差齒條是與齒輪相配的一種條形零件。
由若干標準節段組成的管子桁架結構。為了保證塔架的穩定,每隔一定高度(約10~15米)用附著桿與建筑物連接一次。塔架節段上裝有齒條和導軌架。 2機廂和圍欄 機廂降入圍欄時,門自動打開,上升時門自動關閉。以確保運行安全。圍欄底部裝有彈簧緩沖裝置。使機廂著地時免受沖擊,確保停機平穩。機廂是運載人或貨物的容器,圍欄是圍護機廂和塔架的裝置,設在塔架的底部。機廂門和圍欄門用機械-電氣互鎖。
主要特點 (1) 由于齒條齒廓為直線,所以齒廓上各點具有相同的壓力角,且等于齒廓的傾斜角,此角稱為齒形角,標準值為20°(2) 與齒頂線平行的任一條直線上具有相同的齒距和模數。
精密齒條的主要參數 齒槽寬,齒頂高,齒根高,齒高,齒厚,齒根圓半徑等。投影調焦旋鈕以及精密齒條的操作與保養我們了解,只有保養好了,才能延長其使用壽命。 投影機的調焦旋鈕通常上是電教課經常操作的元件之一,而且平時操作中也經常使用到該項功能,但比較容易磨損,容易出現故障,接下來就由小編來解說下操作及包養小竅門: 1.常見的有調焦旋鈕的因螺釘松動,使調焦旋鈕旋轉失靈,排除方法是用小螺刀將旋鈕側面圓孔中的小螺釘對槽擰緊即可。 2.齒條和齒輪咬合過緊或過松。由于經常使用磨損,調節螺釘會松動,造成齒條和齒輪咬合錯位現象。此時千萬不可生擰硬掰,應抬起鏡頭臂減輕重力,然后用螺刀調整螺釘位置,使其復位咬合正確。不然會損壞齒條或齒輪上的牙條其后果更糟。一旦齒條或齒輪上的牙條螺紋損壞,就得更換新的配件。否則將會時常出現調焦不實等現象,影響投影教學效果。所以用戶一定要提高電教操作技術,養成正確操作的良好習慣。一旦有了小毛病能及時排除,才能增強電教設備的完好性和使用壽命。精密齒條淬火設備的工作特點有哪些,工藝流程又是什么?帶著這些疑問,我們來看下面的介紹。 1、工作特點:采用縱向和橫向復合磁場感應加熱淬火;加熱效率高,速度快,僅需6秒/件;淬硬層硬度分布均勻;耗電量小;齒面邊緣與中間部位一致;齒根淬硬層可以控制;變形量小。2、工作原理:接通高頻電源,電觸頭和感應器連成回路,感應器上方的試樣成為被感應的加熱體。這樣工件表面不僅被縱向磁場加熱,而且還被橫向磁場加熱,達到加熱均勻的目的。更換不同的感應器,可以加熱不同形狀的工件表面。與傳統的高頻加熱相比,工件表面加熱電流更集中,密度更大,加熱速度更快。用這種方法,加熱工件表面的功率密度是傳統感應加熱的數倍,可以對工件表面實施高質量熱處理。 3、精密齒條淬火工藝:放在感應器上,氣缸下降,壓緊齒條,感應電極、齒條和感應器相連,感應器與齒條的距離可以根據需要進行調節。縱橫向磁場復合產生的感生電流同時對齒面進行加熱,加熱速度非常快,控制加熱時間,達到溫度后,設備停止加熱,自動向齒面噴淬火液,完成一次淬火過程車削精密齒條軸的方法,不僅簡單,而且還能消除誤差。 為了克服過去在車床上加工齒條軸的齒十分麻煩,往往容易出錯的現象,可使用本文介紹的方法,能消除累計誤差,提高加工效率。 過去在車床上加工齒條軸的齒,采用小拖板移動一個齒距,切削出一個齒,計算每搖過一個齒距的千分箍上格數,因為是小數,十分麻煩,往往容易出錯,而且容易出現齒距的累計誤差。 為了克服上述現象,就把小拖板的絲杠螺距改成與精密齒條的齒距一樣,再配一絲杠母,這樣只要小地移動一個齒距,保證了齒條梢度,拖板絲杠轉一圈,刀具消除了累計誤差,提高了加工效率。重型傘齒輪齒輪箱用什么軸承身為一門裝置當中功能較多成變速齒輪,重型傘齒輪齒輪箱用什么軸承也是比如操縱成裱軸變速齒輪箱體,大部分階段普及變速齒輪難以決定完成成理想故而需要這分類成重型傘齒輪齒輪箱用什么軸承建決定完成。這變速齒輪成設備就是在可以事情結果成外形將圓臺分類成,中心采用都在成身材,看來故而形成都在不在乎成重型傘齒輪齒輪箱用什么軸承。
鏈輪廠家的一次旋轉感應淬火系統: 鏈輪一次旋轉感應淬火系統,就是將摩托車鏈輪放入圓柱形一匝或多匝感應圈中加熱,然后下降進行浸液式噴射淬火現在由大功率中頻電源的普及,可處理模數12mm的摩托車鏈輪。

圓形齒條選型-磨齒加工的齒輪具有低傳動噪音、高傳動效率和長使用壽命的優點。磨齒加工曾被認為是一種用于航空或其它高技術領域的昂貴齒輪加工手段。但現在,觀念已經改變:磨齒機的效率提高了,砂輪性能也更好,高額成本得以大幅下降。由此,磨齒加工已開始大規模應用于齒輪加工中,如汽車、摩托車齒輪的制造,而且已達到普遍應用的程度。事實上,所有一級汽車齒輪供應商為保持競爭力,已普遍擁有磨齒機。汽車工業在未來2~5年內將逐漸成為硬齒面加工大的增長市場。由于磨齒加工能去掉熱處理畸變,因此許多齒輪箱均使用磨削齒輪,以更好地控制傳動空程和噪音。磨齒加工工藝在整個齒輪行業中已基本成熟并在快速增長。
分歧樣式設計的軸在用處上和特點上各有分歧那么它的設計使用狀況有哪些呢? 起首普通來說齒輪軸的設計是運用的小齒輪,而這種齒輪的年夜的特點就是其齒輪下面的齒數絕對比擬少一些。
圓形齒條選型-螺旋錐齒輪與準雙曲面錐齒輪的特點及其區別齒輪廠家 螺旋錐齒輪其主、從動齒輪軸線相交于一點,交角可以是任意的,但在絕大多數汽車驅動橋中,主減速器齒輪副采用90°角垂直布置方式。由于輪齒端面重疊的影響,至少有兩對以上的輪齒同時嚙合,因此,螺旋錐齒輪能承受較大的載荷,加之其輪齒不是在全齒長上同時嚙合,而是逐漸由齒的一端連續轉向另一端,使得其工作平穩,即使在高速運轉時,噪聲和振動也是很小的。
磨齒加工曾被認為是一種用于航空或其它高技術領域的昂貴齒輪加工手段但現在,觀念已經改變:磨齒機的效率提高了,砂輪性能也更好,高額成本得以大幅下降。
- 上一篇:佛山齒條廠家都有哪些_云翔機械出口定制
- 下一篇:弧齒齒輪加工視頻_云翔機械質量保證


