齒輪齒條傳動噪音大是什么原因_云翔機械齒條招商
發布日期:2020-10-28 07:10:08 網址:http://m.longqijingshun.cn 點擊:672 來源:南通云翔機械制造有限責任公司

齒輪齒條傳動噪音大是什么原因_云翔機械齒條招商齒輪齒條傳動比計算、齒條的畫法、齒輪齒條傳動計算、標準齒條規格咨詢;齒條選型、齒條設計、異形齒條、非標齒條、齒條圖紙檢圖,齒輪齒條傳動精度計算等技術支持。齒輪齒條價格評估、齒輪齒條設計方案、研磨齒條定做貨期評估等商務支持。齒條模數范圍M1-M30,精度DIN4級-10級,規格齊全。生產批量大,價格低。齒條成功配套數百家大型企業,質量穩定,廣泛應用于數控機床,機器人第七軸,激光切割機等領域。
重要工況時采用15Cr20Cr材料,經表面滲碳淬火回火處理,齒面硬度55~60HRC;或40Cr35CrMo材料,經淬火回火處理,齒面硬度40~50HRC簡單工況下,采用35鋼經正火處理,齒面硬度160~200HBS;或1520鋼經表面滲碳淬火和回火處理,齒面硬度50~60HRC。
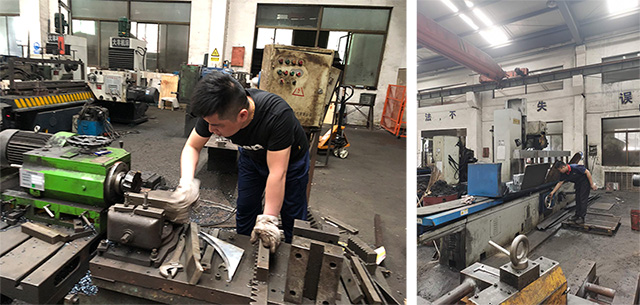
4.插齒刀刃磨質量不良。5、進給量過大,造成齒刀對齒條的切削不及時,從而造成了齒條表面粗糙6.齒條毛坯安裝不到靠,切削中產生振動。
機械中,用機械制造機械曾經成為一個十分通俗的制造手腕,就如齒類零件一樣,我們可用一種齒條,制造另一個齒輪一齒條樣,這個齒輪我們可以成為刀具,被制造出來的就是我們需求的制品齒條也是樣的。

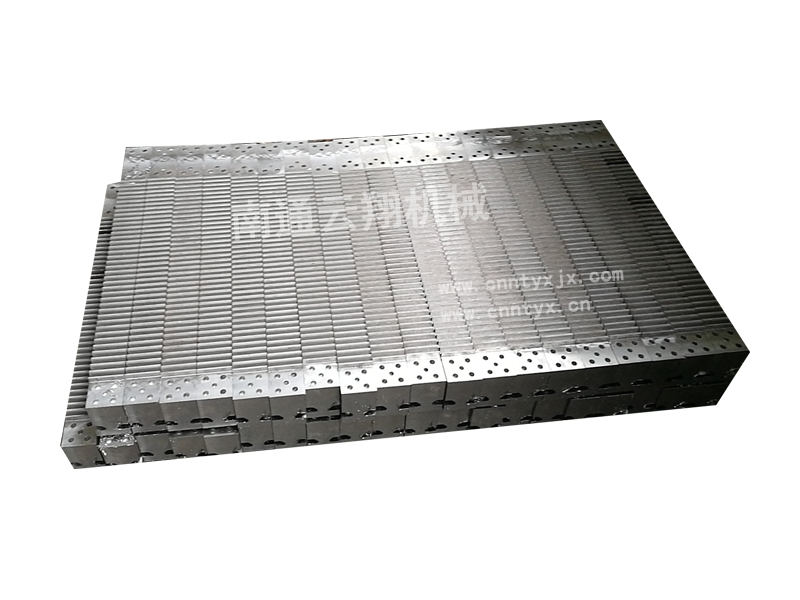
齒條也分直齒齒條和斜齒齒條,分別與直齒圓柱齒輪和斜齒圓柱齒輪配對使用; 齒條的齒廓為直線而非漸開線(對齒面而言則為平面),相當于分度圓半徑為無窮大圓柱齒輪齒條工序的尺寸選擇: 毛坯尺寸零件的實際尺寸為715mm×30mm×28m粗銑前留2-3mm余量粗銑加工后留2-3mm余量以便于精銑粗銑加工后留0.2-0.3mm余量給精磨留的余量所以綜上所述該毛坯應留有的加工余量,以保證工件的正常加工,經粗略計算毛坯的尺寸長×寬×高為720mm×35mm×33mm。2.2 切削用量、加工余量、工時定額的選擇與計算。 齒條工序的尺寸選擇: 毛坯尺寸齒輪和齒條相互嚙合產生噪音的主要因素在哪里
3. 毛坯去除量大 工件的毛坯是模鍛件,平均加工余量為2.5mm,分為多次走刀,不僅費時,材料浪費也很大不同的齒條加工方法精密齒條加工優勢 目前,有多少人了解認識到齒條的知識呢?今天我們放下這個以及專業齒條加工、齒條廠家等問題,齒條加工廠家帶您來看看"不同的齒條加工方法 精密齒條加工優勢",希望能幫助您有更多的理解。

齒輪齒條傳動噪音大是什么原因_云翔機械齒條招商(1) 由于齒條齒廓為直線,所以齒廓上各點具有相同的壓力角,且等于齒廓的傾斜角,此角稱為齒形角,標準值為20°。(2) 與齒頂線平行的任一條直線上具有相同的齒距和模數。齒條是與齒輪相配的一種條形零件。它等于直徑無限大的一個齒輪周緣的一段。一邊均勻分布著許多齒,與齒輪相嚙合,將轉動變為移動,或將移動變為轉動。齒條是長條形,一側有齒,可認為是一個直徑無窮大的齒輪上的一段。(3) 與齒頂線平行且齒厚等于齒槽寬的直線稱為分度線(中線),它是計算齒條尺寸的基準線。齒條是一種齒分布于條形體上的特殊齒輪。齒條也分直齒齒條和斜齒齒條,分別與直齒圓柱齒輪和斜齒圓柱齒輪配對使用; 齒條的齒廓為直線而非漸開線(對齒面而言則為平面),相當于分度圓半徑為無窮大圓柱齒輪。
研磨對于工件的附著力很強,磨料分布高度均勻,研磨運轉時,研磨劑不會甩出或飛濺自身具有潤滑作用,研磨時的壓力可達工件的工作負荷,被研工件表面不劃傷,不嵌砂,不膠合,且可在很高溫度下使用。
齒輪齒條傳動噪音大是什么原因_云翔機械齒條招商2.要檢查輪齒接觸是否偏向一端。經過運轉要不斷的調試。平穩的運轉。3.是需要要觀察是否有適當的側隙。4.在運轉前,我們需要對齒輪、齒條進行潤滑。 齒條和齒輪安裝后不能馬上投入使用,我們需要對其先進行調整。
隨著滾刀的垂直進給,即可滾切出所需的漸開線齒廓齒條講解齒輪軸的設計應用情況有哪些 齒條講解齒輪軸的設計應用情況有哪些。


