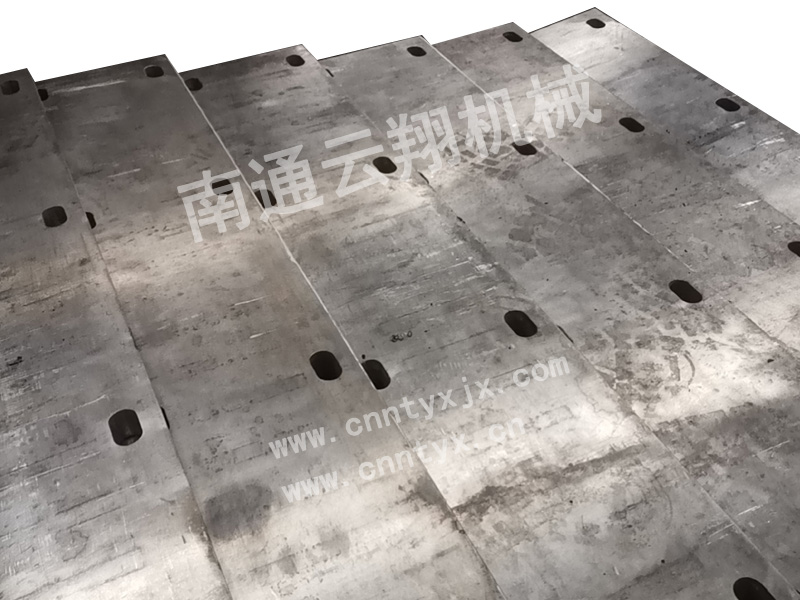
昌吉精密齒條
發布日期:2021-04-10 09:04:08 網址:http://m.longqijingshun.cn 點擊:661 來源:南通云翔機械制造有限責任公司

昌吉精密齒條齒條熱噴涂是利用熱源將噴涂材料加熱熔化或軟化,靠熱源自身的動力或外加的告訴氣流,將熔滴霧化或推動熔粒成噴射的粒束,以一定速度噴射到基體表面形成涂層的工藝方法。在噴涂過程中或涂層形成后,對金屬基體和涂層加熱,使涂層在基體表面熔融,并和基體產生擴散或互熔,形成與基材冶金結合的噴焊層,稱為熱噴熔。熱噴涂的優點:方法多樣、涂層廣泛、工件不限、工藝簡便。
與模數的換算關系 m=25.4/DP 壓力角 決議齒條齒輪齒齒條形的參數即齒輪齒面的傾斜度。

磨齒加工是用砂輪作為刀具來磨削已經加工出的齒輪齒面,用以提高齒輪精度和表面光潔度,這種加工方法稱為“磨齒”。這種加工方式的優點有哪些呢? 1、深冷處理時,在鋼的硬度、沖擊韌度、抗拉強度變化不大的情況下,同步輪,非標齒輪,齒輪磨齒加工使其耐磨性顯著提高; 2、深冷處理過程有彌散碳化物從淬火組織的集體析出;
當角βb=0時,形成直齒圓柱齒輪的齒廓曲面8.9.2 斜齒圓柱齒輪的幾何參數 斜齒圓柱齒輪的端面齒廓為準確的漸開線,法面齒廓為的漸開線,如圖8.27 所示。
3.齒條、齒輪嚙合間隙應是0.25*模數 4.齒輪、齒條安裝后安裝距是否合適銑削直齒圓柱齒輪后常用的三種測量方法的特點
工件的夾持由于被加工齒條刀具的長度較大,且加工時為部分夾持,夾緊方向隨螺旋角的不同而變化,與水平面不垂直,因此對夾具的剛性要求較高;同時,工件移動時應保持方向不變,因此對夾具定位精度的要求也較高。
昌吉精密齒條3.運行中減速器的鐵芯會在交變磁場中產生鐵損。當繞組通電時,將發生銅損,并且將發生其他雜散損耗。這些會增加齒輪減速器的溫度。另一方面,減速器也散熱,當熱量和熱量相等時,達到平衡狀態,溫度不升高并穩定在一個水平。當熱量增加或熱量減少時,平衡被破壞,溫度繼續升高,溫度差增加,熱量增加,并且在另一個更高的溫度達到新的平衡。減速器在運行過程中會受到溫度的影響,因此在減速器工作時必須保持穩定的溫度,這樣齒輪減速器才能更好地工作,延長其使用壽命。齒輪減速器在運行時是否受溫度影響?行星減速機是齒輪減速機之一。在眾多減速機中,齒輪減速機應用于我們生活的各個領域。它通常用于低速和高扭矩傳動設備,具有不斷減速的行業。發展壯大,越來越多的行業使用減速機,減速機在正常工作時不會受到溫度的影響,以下為大家解釋。
在機械傳動中占有重要地位例如變換轉動的速度,以變換單位時間的轉動次數。

昌吉精密齒條二次對齒形停止熱處置主如果為了使得齒形到達硬度請求,緊接著會對齒條停止堆焊銅層的處置,待磨好外圓以后,該當停止二次的切割,包管這一次的齒條和外圓的軸線像對應。 經由過程對齒條的兩次熱處置和兩次的線切割的瓜代加工處置,能夠使得齒條的料淬透性停止進一步的進步,使之到達響應的硬度請求,同時還能夠或許包管齒形的精度。齒條刀具加工的關鍵因素齒條刀具的全部齒形參數———齒距、齒厚、全齒高、螺旋角、后角、齒形角等均通過該工序一次成形。齒條采用接刀工藝方法可降低大尺寸齒條刀具的加工難度,拓展線切割機床的有效加工范圍。由于被加工齒條刀具的長度較大,且加工時為部分夾持,夾緊方向隨螺旋角的不同而變化,與水平面不垂直,因此對夾具的剛性要求較高。 線切割機床的上、下噴嘴是按程序編制的加工軌跡移動,噴嘴周圍有較大空間,因此可根據程序的加工方向將齒條刀具的一端固定在加工行程內,另一端置于噴嘴旁的空隙處,當加工完刀具的L1段后,松開夾具,將工件在夾具定位面中沿X軸方向斜向移動,使刀具的L2段完全進入可加工范圍內并夾持緊固,然后通過測量已加工出的基準面找出二段加工程序的起割點,通過執行二段加工程序,即可完成整把齒條刀具的線切割加工。 由于2段加工程序是以1段加工程序的加工面作為參考基準,因此即使存在加工誤差,也可保持誤差方向的一致性,減小加工誤差的影響。在加工實踐中發現,如以1段程序加工出的前一齒側面作為測量基準效果更好,由于該面也是設計基準面,如將其作為測量基準面,則可保證基準重合。工件移動時應保持方向不變,因此對夾具定位精度的要求也較高。在計算移動距離時,則應考慮電極切割絲與該基準面非垂直接觸引起的測量誤差,應將距離換算為X軸方向后再移動至起割點。齒條刀具加工的關鍵要素齒條刀具的悉數齒形參數———齒距、齒厚、全齒高、螺旋角、后角、齒形角等均經過該工序一次成形。齒條采用接刀工藝辦法可降低年夜尺寸齒條刀具的加工難度,拓展線切割機床的無效加工局限。因為被加工齒條刀具的長度較年夜,且加工時為局部夾持,夾緊偏向
4.在運轉前,我們需要對齒輪、齒條進行潤滑齒條和齒輪安裝后不能馬上投入使用,我們需要對其先進行調整。


